

















OurPCB operates two fully equipped manufacturing sites in China, each covering over 10,000 square meters of production space.
These facilities are built to support high-volume EV charger PCB assembly across SMT, THT, and hybrid processes. Both sites are vertically integrated, allowing for seamless control over fabrication, assembly, testing, and final packaging.
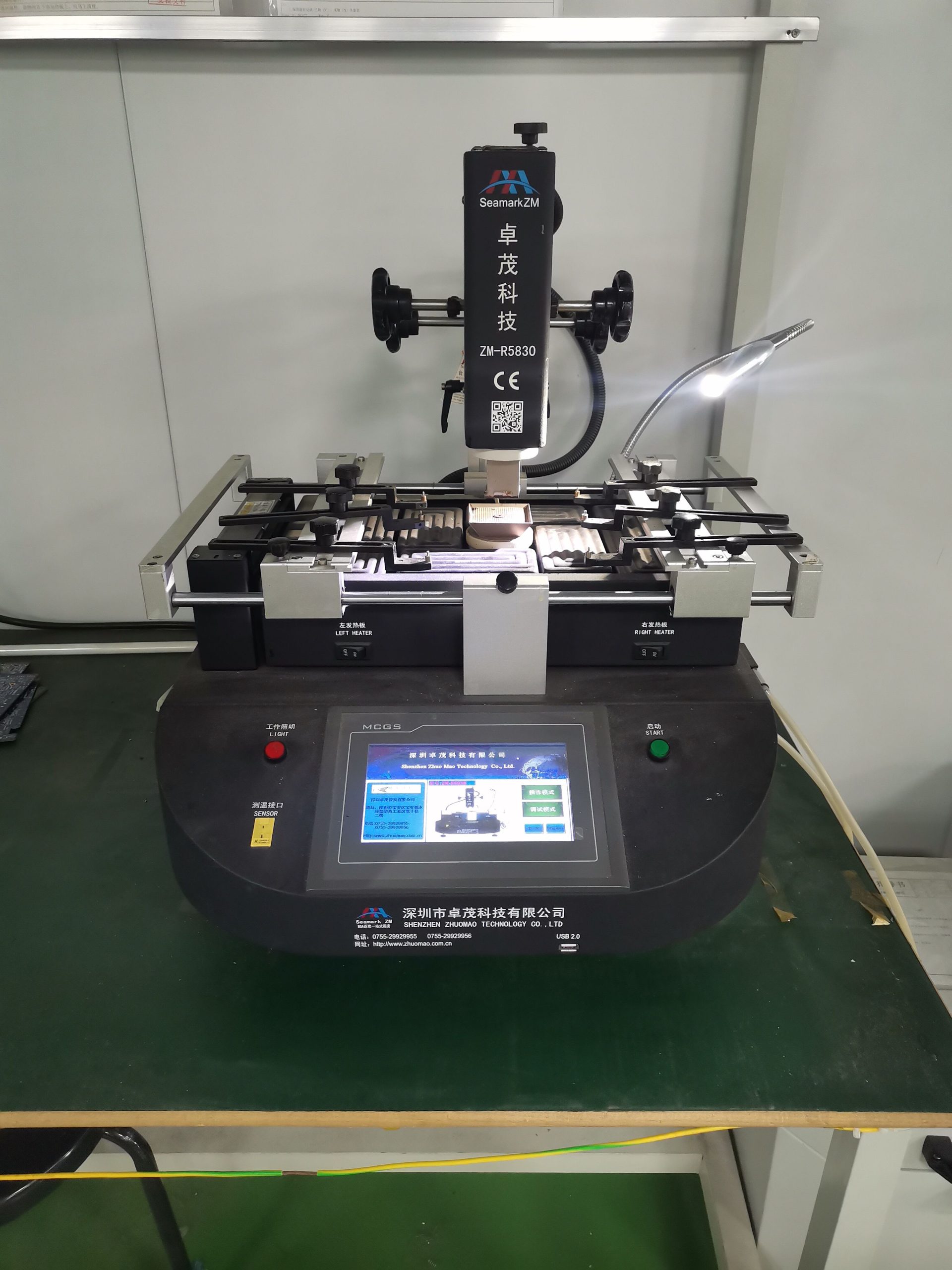
Production lines are outfitted with advanced equipment, including solder paste printers, reflow ovens, AOI systems, BGA rework stations, and ICT testers. Dedicated zones are maintained for nitrogen reflow, X-ray inspection, and conformal coating to support high-voltage PCB applications in EV charging systems.

OurPCB manufactures EV charger PCBs in facilities certified to ISO 9001:2015 and IATF 16949:2016, meeting the requirements for automotive and high-reliability electronics.
We build to IPC-A-610 Class 2 by default, with full capability for Class 3 when higher durability or safety margins are required.
Our engineering workflows also support PCB assembly projects targeting IEC 61851 and ISO 15118, a smart charging protocol enabling EV authentication via the control pilot line.

Since 2007, OurPCB has delivered precision PCB assembly services to over 3,000 customers across 40 countries.
Our client base spans electric vehicle manufacturers, automotive Tier 1 suppliers, charging infrastructure developers, and industrial energy OEMs. This depth of experience enables us to meet the performance, cost, and compliance expectations of global EV programs.
We support both prototype and mass production needs, with structured NPI workflows and repeatable process controls.
Clients rely on our technical stability, fast response times, and consistent output across multilayer charger boards, control PCBs, and power regulation modules.

OurPCB provides full engineering support to streamline EV charger PCB design and accelerate production readiness.
Our in-house team reviews all Gerber files, BOMs, and stack-ups for manufacturability, focusing on high-voltage isolation, trace current capacity, and controlled impedance requirements.
We assist with impedance matching, conductor width calculations, and interlayer clearance analysis to meet the demands of AC and DC charger designs.
For complex builds, we offer design feedback for structures, thermal reliefs, and pad geometries, along with guidance on compliance with IPC, IEC, and regional safety standards.

OurPCB sources all components for EV charger PCB assemblies from authorized global distributors, including Mouser, Digi-Key, Future Electronics, and WPG.
We manage lifecycle status, lead time risk, and cross-referencing to ensure stable sourcing for automotive-grade components such as SiC MOSFETs, gate drivers, current sensors, and power supply ICs.
All incoming materials are subject to ESD-safe handling, lot-level inspection, and barcode tracking throughout the assembly process.

OurPCB supports rapid program timelines with fast and accurate quoting for EV charger PCB builds.
Standard quotes for bare PCB fabrication are delivered within 8 working hours, while full turnkey PCBA quotes with component sourcing are provided within 48 hours.
Our staff works directly with engineers and procurement teams to resolve DFM questions, confirm delivery schedules, and manage revisions across global time zones.


Factory-Ready for Ultra-Fine Assembly
Our dual 10,000 m² PCB assembly houses in Shenzhen and Shijiazhuang are equipped with high-speed SMT assembly lines capable of placing fine-pitch parts with ±25 µm tolerance.
Each line includes temperature- and humidity-controlled environments, active anti-static systems, and vacuum transport for handling thin or flex printed circuits.
Certified for High-Reliability Fine-Pitch Workflows
We are fully certified to ISO 9001, IATF 16949, and IPC-A-610 Class 2 & 3, supporting applications where fine-pitch PCB assembly must meet elevated acceptance criteria for solder joint geometry, lead coplanarity, and component body clearance.
Our QA workflows are built to handle fine-pitch PCBs requiring zero solder bridging and uniform joint fillets across dense arrays.
Inspection Systems for High Pin Count Devices
All assemblies involving ball pitch under 0.5 mm, QFN, or PoP packages undergo X-ray inspection, SPI, and AOI with 15 µm resolution optics.
We detect voids, open leads, insufficient solder, lifted terminations, and hidden shorts. This inspection process is a requirement for successful assembly when working with components that provide no visible solder access.
Engineering Review for Pitch-Specific Risks
Every fine-pitch electronic assembly receives a DFM and DFA review focused on stencil coverage, aperture tuning, pcb design limitations, and routing near fine-pitch ICs.
We assist in verifying pad design, thermal pad exposure, and via escape planning, important for high I/O packages like BGA and chip scale layouts where misalignment or solder blockage can compromise yield.
Turnkey Component Sourcing and Lot Control
We offer full assembly component sourcing through partners like Digi-Key, Mouser, and WPG, including traceable lots for hard-to-find or moisture-sensitive electronic components.
Components are stored under MSL-compliant conditions, with drying cabinets and vacuum packaging for all incoming fine-pitch parts.
Fine pitch PCB assembly is used in systems where components per square inch must be maximized without sacrificing electrical integrity, thermal control, or mechanical stability. These include embedded systems with high pin count devices, advanced RF circuits, and portable electronics that demand ultra-compact PCB assembly technology.

Medical Electronics and Wearables
Diagnostic devices, implantable monitors, and portable imaging equipment use fine-pitch PCBs to support sensor arrays, microcontrollers, and memory modules within extremely limited dimensions.
These assemblies often include 0201 passives, chip scale SoCs, and fine-pitch ICs with spacing under 0.5 mm.

Consumer Electronics and IoT
Smartphones, tablets, and IoT nodes integrate fine-pitch components such as PoP, µBGA, and high-density QFN in both rigid and aluminum PCB formats.
These devices require dual-sided placement and advanced pcb fabrication capabilities for embedded antenna structures, shielding zones, and minimal via spacing.

Military, Aerospace, and Communications
High-reliability sectors such as defense and aerospace use high-density PCB assembly to accommodate encrypted communications, avionics control, and sensor fusion platforms.
These designs often involve HDI PCB stackups with stacked vias, controlled impedance, and fine-pitch assembly qualified to IPC Class 3.

Automotive and Industrial Applications
ADAS modules, engine control units, and automation controllers use fine pitch PCB assembly to reduce enclosure size while increasing compute density.
Boards often include high-speed SerDes links and surface mount power management ICs with thermal vias and isolated ground planes.
What Types of Fine-Pitch Components do We Work with?
Our fine pitch PCB assembly process supports a full range of fine-pitch parts, including logic ICs, power packages, stacked modules, and subminiature passives. We place these components using vision-guided systems that compensate for coplanarity, part size, and pad geometry to maintain accuracy during high-speed placement.
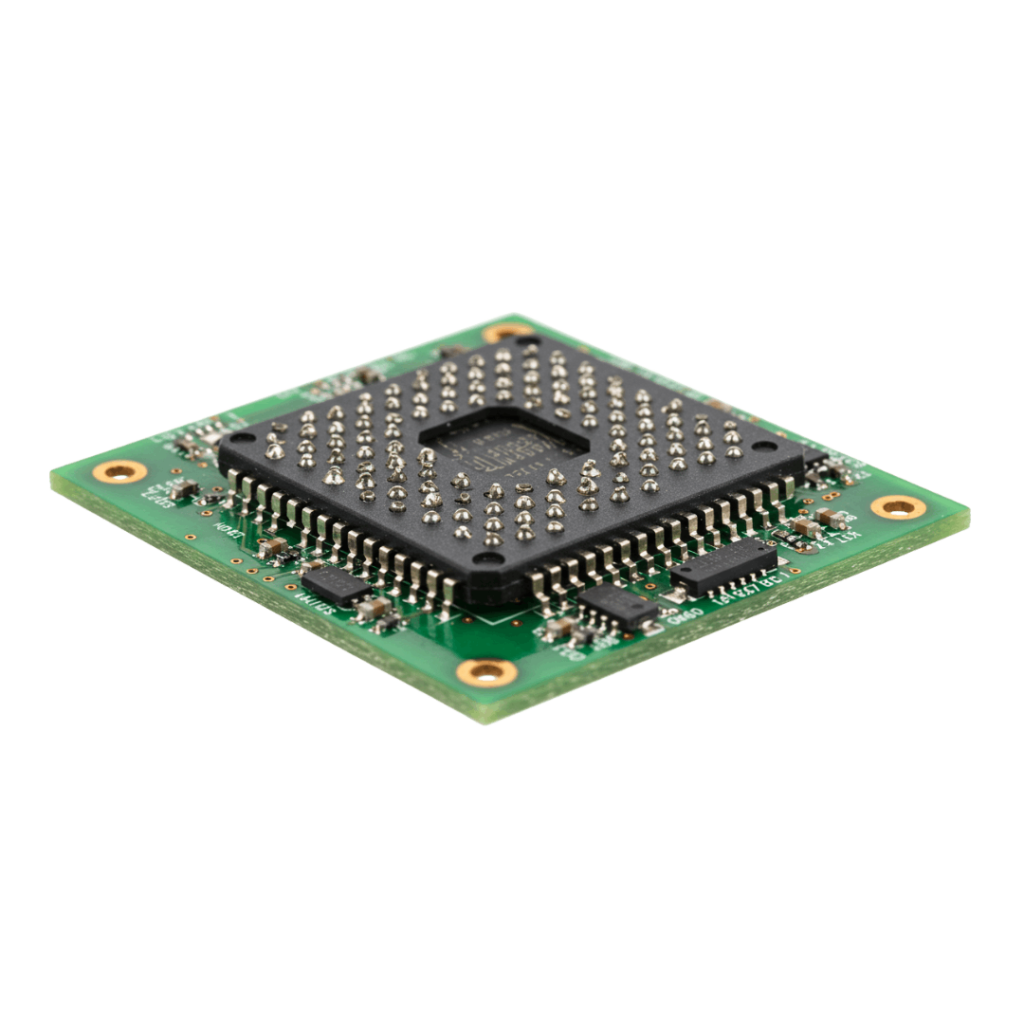
BGA, µBGA, and Ball Grid Arrays
We assemble BGA PCB devices with ball pitch from 1.0 mm down to 0.3 mm using solder mask-defined pads and X-ray validated alignment.
Voiding, head-in-pillow defects, and insufficient solder are minimized through reflow control and paste volume calibration.
QFN, DFN, and No-Lead Packages
Quad Flat No-Lead and Dual Flat No-Lead packages are handled using x-ray inspection for center pad coverage and perimeter wetting.
We support exposed pad routing with via-in-pad fill and cap processes, especially in fine-pitch circuit layouts with high thermal dissipation needs.
Chip Scale and Ultra-Small ICs
Chip scale packages (CSP) down to 0.4 mm pitch are assembled with controlled paste volume and tight stencil aperture ratios.
These devices require fine-pitch escape routing and impedance-matched pads, especially in high-density PCB assembly applications.
0201, 0402, and Precision Passives
We place passives as small as 0201 on both sides of the printed circuit board, using machine vision to correct skew during rapid placement.
Solder fillet height and pad alignment are verified post-reflow to reduce open joints and false shorts.
Package-on-Package (PoP)
We support PoP stacks by aligning memory and processor dies using optical inspection at each layer. These assemblies require verified planarity, consistent solder volume, and low warpage substrate to maintain coplanar interconnects between stacked components.
How do We Manage Soldering for Fine-Pitch Assemblies?
Soldering in fine pitch PCB assembly requires strict control over paste deposition, thermal gradients, and pad wetting to prevent defects such as bridging, head-in-pillow, or voids. At OurPCB, each fine-pitch assembly run is tailored based on component body size, pitch, copper distribution, and stackup thermal mass to maintain reliable joint formation across high-density interconnects.
Solder Paste Type and Print Uniformity
We use Type 4 paste for pitch ≥0.5 mm and Type 5 solder paste for fine-pitch ICs, PoP, or components below 0.4 mm.
Particle sizes range from 15 to 25 µm for Type 5 to ensure smooth aperture transfer for pads down to 150 µm in width.
Paste volume is verified post-print with 3D solder paste inspection (SPI) to detect low volume (<50% target) or excessive paste that may lead to bridging.
Metal load is maintained between 88 to 89% by weight for print stability on 0.3 mm pitch arrays.
Stencil Design and Aperture Geometry
Stencils are laser-cut stainless steel (tensile strength ≥950 MPa) with electro-polished aperture walls to support uniform paste release. Thickness is application-specific:
- 130 µm for BGA ≥0.5 mm
- 100 µm for fine-pitch components ≤0.4 mm
- 80 µm with step-down zones for 0201 mixed-density designs
Apertures for QFN thermal pads are segmented (e.g. 4x 0.6 mm × 0.6 mm blocks) to control solder volume and avoid voids >25%.
Rounded square and home-plate reductions (5 to 10%) are applied to outer pads of fine-pitch parts to draw fillets without bridging.
Reflow Soldering Profiles
We use 10-zone nitrogen SMT assembly ovens with programmable convection control and zone feedback sensors.
Ramp rate is held below 3 °C/s to reduce CTE mismatch stress, and soak temperatures are set between 150 and 180 °C for flux activation.
Time-above-liquidus (TAL) is kept between 60–90 seconds, with peak reflow at 235–245 °C for SAC305.
For PoP and BGA PCB designs, we limit maximum ΔT between zones to < to prevent warpage and tilt across array pads.
Atmospheric Control and Warpage Prevention
For fine-pitch PCB assembly involving 0201s, CSP, or underfilled BGA, we apply nitrogen reflow (O₂ < 1000 ppm) to reduce oxidation and improve surface wetting.
Boards with asymmetrical copper pour, or partial planes are baked prior to reflow (120 °C, 4 to 6 hrs) to prevent moisture-induced delamination.
Flatness is checked post-reflow on 0.2 mm pitch parts using optical profilometry with warpage limits held to <75 µm across 25 mm span.
How do We Inspect and Test Fine-Pitch PCB Assemblies?
In fine pitch PCB assembly, inspection systems must detect micron-scale defects in solder joints, lead alignment, and pad coverage. At OurPCB, every board passes through sequential inline inspection using SPI, AOI, X-ray, and electrical testing, each calibrated to sub-0.4 mm pitch and high-density interconnect (HDI) layouts. We measure both presence and polarity and solder fillet geometry, X-Y-Z alignment, and subsurface joint quality on every board assembly.
3D AOI for Sub-25 µm Features
Our 3D automated optical inspection (AOI) systems operate with Z-axis resolution to ±5 µm and lateral resolution to 15 µm.
These systems scan every solder joint and pad feature with shape-based algorithms to detect wetting angle deviation, offset leads (>30 µm shift), lifted terminals (>20 µm gap), and incorrect pad-to-pin overlap.
For fine-pitch parts under 0.4 mm, we scan with low-angle light to validate lead coplanarity and fillet volume symmetry.
AOI defect criteria align with IPC-A-610 Class 2 or Class 3, depending on customer requirements.
Solder Paste Inspection (SPI) Before Placement
SPI is applied after stencil printing and before placement using structured light measurement with 2D+3D profile acquisition.
Paste height is measured to ±1 µm accuracy and target volume for fine-pitch pads is held to within ±15% of expected.
For 0.3 mm pitch BGA pads or 0201 component footprints, we enforce minimum paste area coverage of 80% and flag anything under 50% for manual review or stencil cleaning.
X-Ray Inspection for Hidden Solder Terminations
All BGA, µBGA, PoP, and QFN devices undergo 5-axis digital X-ray inspection (AXI) with 2.5 µm per pixel resolution and 360° rotational views for inner pad wetting validation.
We measure ball collapse height, solder joint diameter, and void area (IPC 7095-compliant).
Acceptable void ratio is <25% for power pads and <30% for signal joints.
For ball pitch under 0.4 mm, we inspect for bridging across inner rows and measure diagonal shift between actual and expected pad center within ±75 µm.
In-Circuit and Functional Electrical Testing
ICT coverage includes continuity (0 Ω to 10 MΩ), isolation (>10 MΩ), diode polarity, and voltage threshold detection.
Kelvin testing is used for low-resistance nets (±5 mΩ) in power circuits. For fine-pitch ICs with no exposed leads, a flying probe is used with 300 mm/s travel and ±10 µm probe accuracy to reach via test points and microvias.
Functional test stations simulate power-up, communication protocols, and logic sequence validation on all connectorized outputs.
Traceability and QA Control for Fine-Pitch Assemblies
All inspection data is logged under unit-specific barcodes, linking reflow oven profile ID, stencil lot number, SMT assembly parameters, paste batch code, and operator ID. Defect rates are tracked per stencil aperture set, with SPC charts highlighting recurring issues below 500 ppm.
Boards flagged during SPI, AOI, or X-ray are rerouted through manual inspection under digital microscopes (10x to 50x) or reworked under BGA hot-air stations with thermocouple mapping.
More PCB Assembly Fabrication Services
Mon-Fri: 24 hours,
Sat: 9am-6pm, GMT+8
Reach us at
[email protected]
24 hours online
+86-199-30589219
Mon-Fri: 24 hours,
Sat: 9am-6pm, GMT+8



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}